Diesel, fuel oil, natural gas, LPG, coal and pellet burns. 200kg / h ... 30.000kg / h generates steam in between sundry capacity.
DESIGN: High pressure, 3-flow flame-smoke pipe, cylindrical, scotch type steam boiler EN 12953, Loyd rules, TRD, designed and manufactured in accordance with DIN and EN standards.
MATERIALS: Steam boilers of our envelopes, mirrors, from the combustion chamber according to EN 10028, which won P265GH or P355GH hair, smoke pipes EN 10216 or EN10217 'ye are manufactured from extruded steel boiler tubes suitable P235GH or P265GH.
HIGH EFFICIENCY: Steam boiler consists of our three flow, the result of a good combustion flame and smoke to circulate after the maximum temperature results in sufficient heating surface provided livelihood; smoke flue gases is transferred to the low temperature without causing corrosion. Thus, a high boiler efficiency is obtained.
What is Steam Boiler? When to Use Steam Boiler?
On one side of surface area with water as the fluid temperature, the other hand, which result in the combustion of a fuel exothermic, ways found to move around the fire-smoke gas, pressure vessels called steam boiler.
Boiler in modern facilities has been a great blessing as economic and quick energy source for a lot of business with the switch to the use of liquid-gas fuel, as a result, the large steam consumption and instantaneous steam boiler plant is used more than shooting.
30th, 25 barg operating pressure up to fire-smoke pipe scotch type steam boiler, water tube boilers with higher capacity should be used.
EN 2014/68/EU on Pressure Vessels and Checked by Module B + F
CE MARKED
Ideal Boiler Selection;
* First of productivity should be addressed, installation is the highest state of efficiency of a boiler is 80% load condition. Be great to be chosen by 1/5 of boiler capacity is primarily due to the selection criteria.
* If you change too much during the day showing steam needed by the business should definitely be considered if there are differences, for example 1.5-2 times redundant steam boilers, When one collector on the need for increased co-steam with the counterbalance valve replacement boiler should enter the circuit and regime must be provided.
* Steam pressure and steam capacity that needs to be calculated correctly rounding Business avoiding technical terms, When determining the need to round up a lot of business and in need of a large steam boiler and steam supplies to decrease the speed of the steam unlike taking and leads to an inefficient steam energy consumption. Steam from the boiler must be chosen with clear and accurate data.
* Low pressure should be taken in the devices using steam and high pressure steam to the desired pressure range should be drawn here with the help of a pressure reducer, thus be taken with both devices and steam pipes will be much smaller than a dry steam is obtained.
* No need steam for heating purposes in business should not be used if steam boiler, hot water boiler or hot water boiler system according to the thermal capacity of the plant due to the high initial installation and operating costs should be used.
* Steam generator selection should take into consideration the amount of sudden steam while shooting these values too high a steam accumulator should be added to the system, which is activated in a short time or a water tube steam generator should be placed.
* Boiler arrangement requested by local governments gained while working conditions and classification rules must be taken into consideration.
STEAM ACCURATE AND EFFICIENT TRANSMISSION;
The produced steam, without losing the energy and related equipment in the machine after leaving the boiler are required to release the heat. On the basis of this lies in the transportation of dry steam. Steam installation of speed in the wet steam vapor water droplets deposited on the line when he moved 2-3 m/sec up to reduce transport and energy slows down, whereas the average in steam lines 30-40 m/s must be submitted with the speed. Steam should be taken with a top branch from the main installation, deposited so that the upper part of the dry vapor line when continuously used.
Condenser pockets;
For the handling of dry steam, since most every 50mt of a steam line and the main distributor of these collectors condensate pockets must be found.
Traps;
Traps can vary depending on the location and shape of the use, traps should be careful to select the correct use when selecting instead. Traps When choosing; boiler operating pressure of the boiler condensate return pressure difference and the need for appropriate capacity should be selected according to the required amount of instant energy. Towards a selected steam trap shown the need of energy to be used in minimum loss in the device.
Steam Separator;
With a vapor separator to be installed on the boiler outlet transporting the dry vapor is provided in the installation and as heating is performed in a shorter time because of my speed transmission, the goods processing is reduced in duration.
3 Pass Scotch Type Steam Boiler;
Our country and the world is the most widely used industrial boiler type for medium capacity.
This type of steam boiler is made as part of our furnace corrugated large capacity, so that the heat effect of combustion chamber met the longitudinal elongation is significantly improved in strength against external pressure. Towards the expansion of the last 50 years in the heat boiler design surface developments are taking place. These boilers also within these principles 1 and 2 Flame-gas flow is expanded, a good heat transfer and 3 due to volume reduction of most of the discredited flue gas temperature in the current fast moving optimum heat transfer to pass slower than the extended area of the hot gas is provided. The optional smoke pipe as turbulators to increase the boiler efficiency can be obtained by placing the maximum heat transfer from the flue gas. This type of boiler due to the high rate of gas is high resistance flues should never be mounted long-barreled burners.
* Responds to sudden steam shots.
• It has a large evaporation surface and the vapor volume.
• It has a large and undulating surface combustion.
• the smoke pipe from the front covers of the boiler, behind the large side of the blast door to hell, gained from the man holes and at least two hand holes which may be interfering with the water side.
* Maximum production capacity; 30.000kg / h is limited to 25 Atm steam. Our efficiency steam boiler not included economizer 90-92%, with economizer 94-96%
Drawbacks;
Due to the large volume of water particularly the collapse of a boiler furnace or outer envelope tear a result of the emergence of a large amount of steam may cause damage.
Usage Areas;
- Steam turbines
- Steam heating systems
- Chemical processes
- In the food industry (fruit juice, pasta, cheese and milk products with the production of large ovens), also used in sterilization.
- Fertilizer industry
- Vulcanization of rubber products
- Sterilization in the pharmaceutical industry with the aim of
- Building materials industry
- Paper Industry
- Refineries
- Wood processing (forming wood) are used in such areas.
SCOTCH TYPE LIQUID-GAS FIRED STEAM BOILER
SCOTCH TYPE STEAM BOILER WITH SOLID FUEL OPERATED
The checked by Module B + F TURKISH LOYD CE MARKING
CAPACITY and DIMENSION
ONLINE CATALOG
OFFER REQUEST
PRODUCT VIDEO
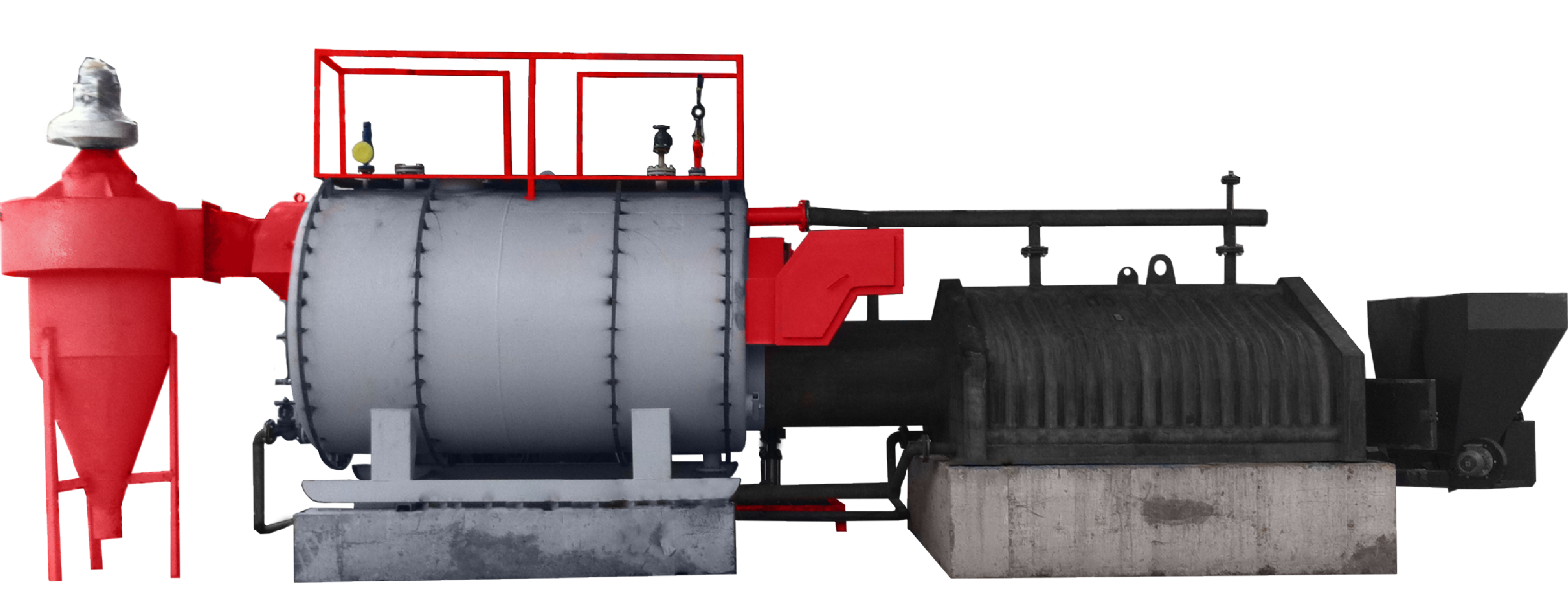
3 PASS FIRE-SMOKE TUBE DANKS TYPE HALF CYLINDRICAL STEAM BOILER
Low capacity in the industry in our country and in the world of business has been the choice to work with solid fuel. Developed for solid fuel burning boiler type with substantially and is suitable for use for fuel.
Because the bottom of the boiler is large and open, less contact with heated water heat loss is therefore more in the liquid-gas fuel burning. In the lower part corresponds to the grid can be laid enough for the solid fuel burning, has the advantage that because it has a large combustion chamber. The side walls can not be manufactured at high pressure is flat. In the design of solid fuel combustion making little changes 2. The productivity can be increased by adding a little more of the combustion chamber.
3 Pass Fire-Smoke Tube
Danks Type Half Cylindrical Steam Boiler
THE MAIN COMBUSTION CHAMBER (FOR 3 PASS SCOTCH TYPE STEAM BOILER)
Scotch type steam boilers In case of burning solid fuels could not provide adequate resistance in the flame tube, the required temperature can not be taken, therefore the insertion of a pre-combustion chamber of the boiler with a large grid surface to the front desired efficiency and capacity are obtained.
* Pre-hearth steel pipes Our P265GH and is fabricated using sufficiently thick boiler plate.
* The boiler and steam boiler manufactured in advanced quality standards of our equipment Turkish Lloyd is approved.
* Turkey's first and only .....Fully automatic oxygen control sensor, Our coal is burned efficiently with our coal combustion systems.
* Flue is disposed of unburnt coal and coal gas.
The Main Combustion Chamber
SECONDARY FIRED STEAM BOILER, HIGH EFFICIENCY
In our country, as a solid fuel, lower heating value is usually 2500-3500 kcal/kg brown coal are used. Lignite coal is largely contain flammable substances and quickly gazlaşıc. When lignite coal boiler furnace parts are quickly thrown into this volatile gasification. Classic type steam boilers, grill or under the combustion air over the coil pot is primary air, not provide the air-fuel ratio required for the rapid gasification well as volatile gas and thus realize a complete combustion.
Consequently, unburned carbon particles, they move without the use of heat potential, through the steam boiler flues, go to the chimney and into the environment. In this case; and a large amount of energy loss is caused both the excessive environmental pollution.
Pre-combustion-type solid fuel cell or scotch our large flame tube steam boiler TSB ENERGY after the furnace designed by our R&D department with the second mini-combustion chamber and secondary combustion air supply combustion efficiency is increased by 8% to 11 percent.
SECONDARY FIRED SCOTCH TYPE STEAM BOILER WITH PRIOR STOVED
OPTIONAL PRODUCTS (FOR STEAM BOILER)
1. BLOWDOWN SYSTEMS AND ENERGY RECOVERY
Despite the boiler feed water preparation, which he had stage is not entirely pure. Chemicals undergo processing raw water contains solid particles. (Mainly, minerals, calcium and magnesium salts) It should melt solids are contained in or suspended. Steam boiler, steam production and an increased concentration of substances insoluble in water, takes the form of sludge or residue, forming layer of the boiler in the winter time and such substances causes the following;
* Steam boilers accumulate in the heat transfer surfaces and prevents the transfer of heat generating layer
* Shorten the life of the system, boiler and steam lines are damaged.
* Steam boilers accumulate in the form of foam on the water surface and cause malfunction of the control device carried by the steam
* Traps cause a malfunction of the condenser as occluding
(Return water) would result in the loss of more heat to an increase in conductivity.
Solids contained in the boiler are contained in suspension or solution.
BLOWDOWN SYSTEM;
Substances in suspension towards the bottom crashes and accumulates at the bottom of the boiler. The release of these substances from the boiler blowdown is done with the boiler bottom. Timer with automatic or manual workers Blowdown Valve evacuation is carried out. Blow-down boiler should be done when the pressure boiler and the size, type, depending on the operating pressure and feed water quality when it deems appropriate time frame of our company, ideal and economical blowdown is performed. Add performed blowdown or winter transport and leads to the formation layer. The blowdown made redundant power, leads to water and chemical waste.
With the right foot blowdown selected systems;
* Energy saving,
* Boiler efficiency,
* Labor savings with automatic blowdown is provided.
SURFACE SYSTEM BLUFF;
It is not possible to completely remove the molten substances in the steam boiler.
However, some boiler water is taken out and its density is reduced.
This process is ideally carried out with automatic top blowing systems.
The optimal signals received by the conductivity sensor activate the auto-on-off automatic valve to achieve bluffing with minimal water and energy loss.
According to the standards (TRD 611), conductivity in skotch type steam boilers is not required to be greater than 7000 s/cm.
The steam boiler operator naturally does not know at what intervals and how long it takes to bluff.
In our studies, we see that the boiler water is thrown out between 3-5% more than the manual blowdown and automatic blowdown.
It is an expensive water enriched with high temperature chemicals lost with bluff, however, businesses that think that they save energy by not bluffing do not only bring energy to their facilities but also pose a great risk with their armature and maintenance costs on the installation and steam boiler.
With properly selected surface bluff systems:* Energy-saving
* Boiler efficiency
* Long boiler life is provided.
Note: In our surface blowdown systems, waste heat energy can be recovered with our flash recovery tank or super-fast boiler, which is one of our energy recovery devices.
The depreciation period of these systems is maximum 3 months.





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

 SCOTCH TYPE LIQUID-GAS FIRED STEAM BOILER
SCOTCH TYPE LIQUID-GAS FIRED STEAM BOILER SCOTCH TYPE STEAM BOILER WITH SOLID FUEL OPERATED
SCOTCH TYPE STEAM BOILER WITH SOLID FUEL OPERATED